描述
型号:R450Xd1
在实现压倒性高生产效率的SPEEDIO系列机型中,标准装载随行工作台交换装置的机型登场。在追求浪费时间=零的同时,实现高效生产。
兄弟公司独创的随行工作台交换装置QT工作台:无停顿加工 QT工作台是兄弟公司独创的旋转工作台方式高速2面随行工作台交换装置。无浮升高速工作台交换以及密闭构造实现了高信赖性。由于在单面工作台进行加工中,另一面的工作台可进行工件更换,节省了更换工件的时间,使得机器可以达到无停顿加工。随行工作台交换时间:2.7S。
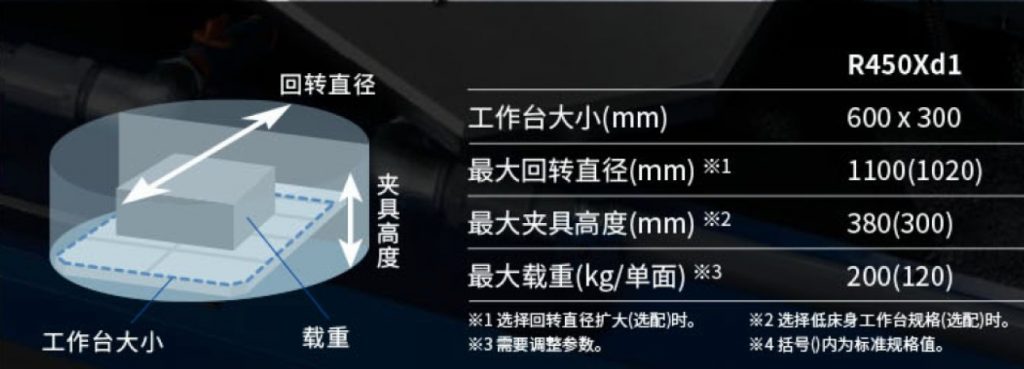
宽阔的夹具区域 无论在随行工作台的回旋直径内还是工作台外,都可以装载夹具。标准的回旋直径1,020mm、夹具高度300mm,并有着宽阔的夹具区域,使装载分度头夹具变得更容易。选配中可以扩大夹具的区域,可对应更大的夹具。
R450Xd1作为R450Z1的升级,其主要改进包括:
采用15″超大独屏的D00系统
交换台时间从2.9s减至2.7s
工装限高扩大到380mm
更快的换刀速度0.6s
可选28刀库
中心出水CTS最高耐压7Mpa
高效生产率的加工实例:
工程集约
把原来2台机器的工程集约为1台。改善了生产线的平衡,使得设备投资达到了最适当化,为生产效率的提高做出了贡献。
加工时间短
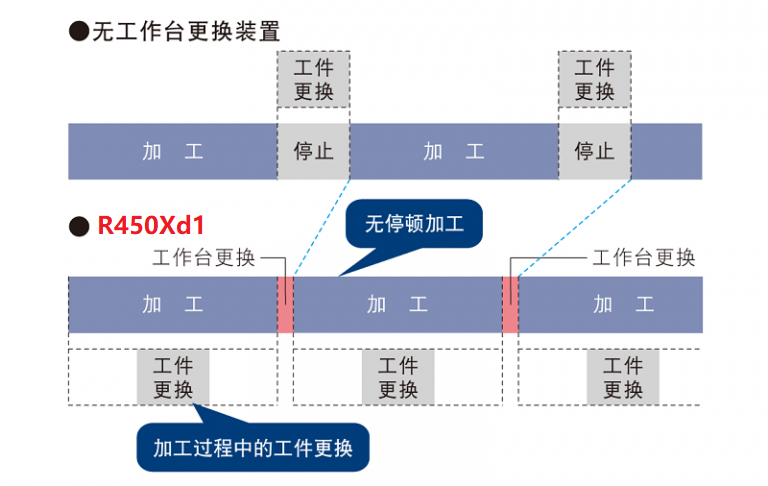
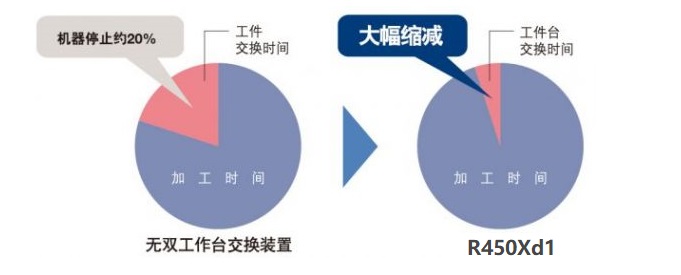
加工时间短的情况下,为了增加工件交换时间的分割,无随行工作台交换装置的机器生产效率很低。R450Xd1机型在节省工件交换所浪费时间的同时能够充分发挥高生产效率。
加工时间所占比率 (例子)加工时间:60秒、工件交换时间:15秒 的情况下 。
为了加速工程集约而新开发的刀库:
装置新型28把刀刀库
在原来14和22把刀刀库的基础上,新增了新型28把刀刀库规格。这种新型的28把刀刀库由2面随行工作台交换的组合推进了工程集约,为生产效率的提高做出了贡献。
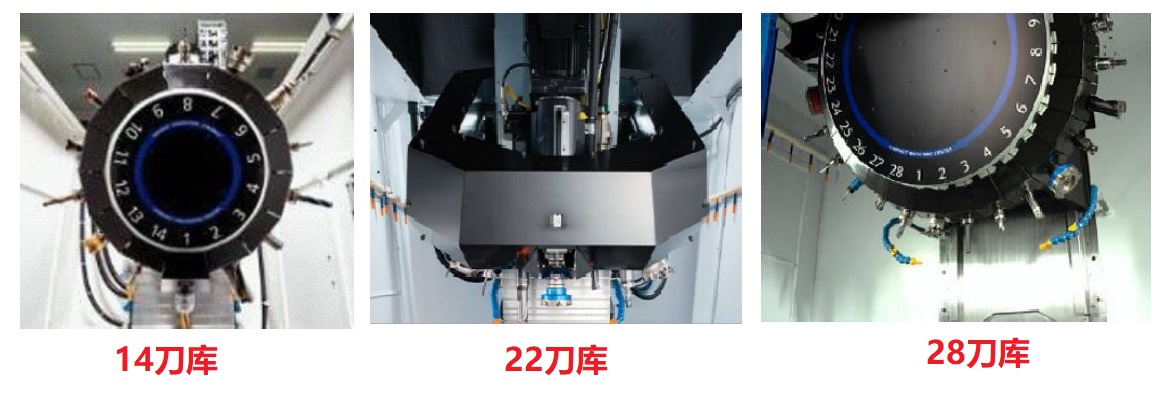
更大的装载空间
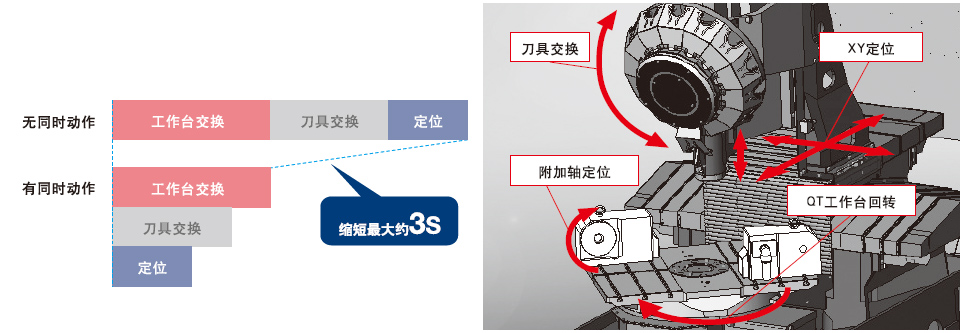
兄弟公司独创的高生产效率技术:
同时动作
带有在QT工作台回旋的同时,XY轴和附加轴的定位与刀具交换同时动作的功能。不浪费工作台交换时间,实现无停顿加工,追求浪费时间=零。
高应答性伺服
提高了伺服马达的对应性,延迟时间机会为零。例如世界上最快的同步进给攻丝加工也能在更短的时间内完成。
型号:R450Xd1