| 在海克斯康最新发布的EDGECAM智能编程解决方案2021版中,波形线加工刀路的计算速度显著提升。EDGECAM市场和产品经理Miguel Johann 介绍到:“经过多项测试,与之前的版本相比,EDGECAM 2021版的计算时间可节省30%”。用户使用轮廓铣底切功能时,根据零件尺寸大小和复杂程度,可节省40%到60%的计算时间。新版本软件的构架做了调整和升级,用于检查刀具路径的机床模拟仿真可平均节省70%的运算时间。 |
 |
波形线加工是一种高速加工技术,它可确保刀具与零件的接触面积是恒定的,从而实现恒定的刀具负载和材料去除率。波形线加工的刀具轨迹永远是流线平滑的,杜绝了突然改变切削方向的现象,确保机床始终保持高速切削的状态。与其它加工策略相比,波形线加工的优势在于能为用户减少加工时间、提高刀具寿命、延长机床保养周期,同时在切削时维持恒定的负载,切得更深更快。 使用波形线粗加工,在整个加工过程中,切削进给速率可一直保持在一个最优的速度上。这可以有效提高刀具使用寿命,并降低刀具损坏的几率。粗加工同心刀具轨迹看起来要清晰简单一些,但刀具在切入材料和拐角时往往都是在满刀切削,这样会造成刀具过载,缩短刀具使用寿命甚至损坏刀具。为避免这个问题,操作者往往会降低整体加工的进给速率,来确保刀具在加工拐角时也不过载,但这样会成倍提高整体加工时间。 |
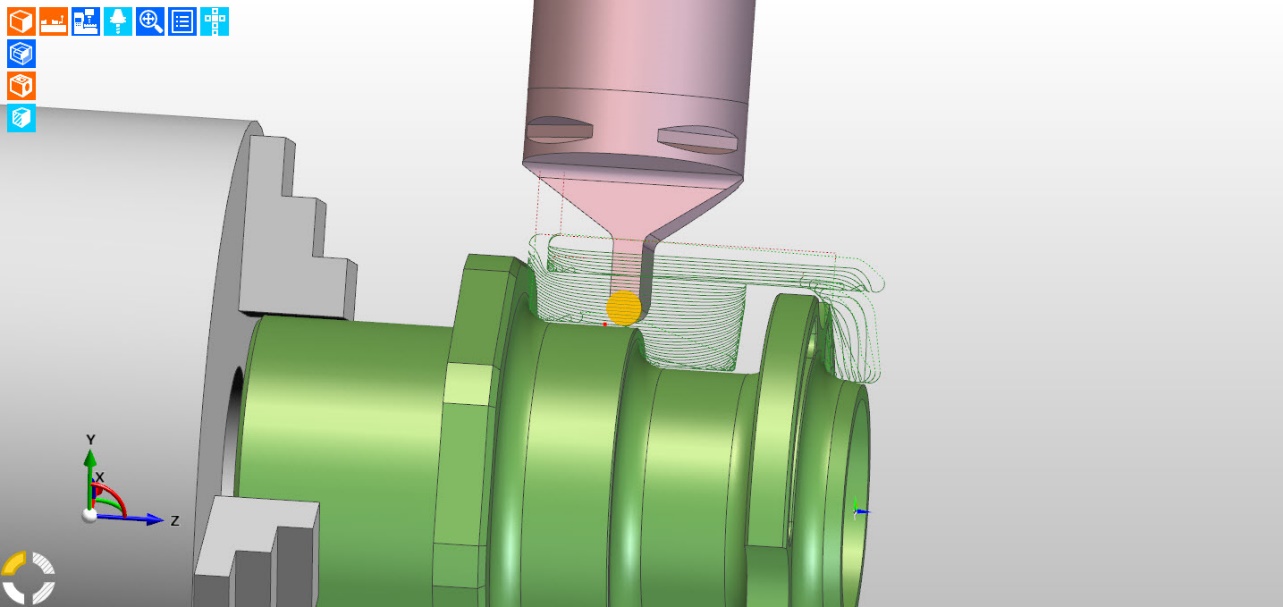 |
EDGECAM波形线加工遵循零件加工”从毛坯一直加工到零件“的理念,使机床一直处于连续切削状态。这个可以减少大量的间歇性切削,尤其是在外区区域加工过程中。这意味着刀具一直在忙于切削,而不是把大量的时间耗费在了来回跳刀上面。传统加工方法生成的刀具轨迹是根据零件轮廓不断偏置得到的,这就会造成在拐角和毛坯边界区域刀具轨迹无法连续,产生了断续切削和跳刀的现象。在加工型腔区域时,刀具使用螺旋下刀的方式在型腔的中心区域铣出一个直达型腔底面的孔来,然后在连续螺旋切削型腔,直到加工到型腔侧壁,最后再加工残留的拐角区域。 EDGECAM 2021版在大大提升波形线粗加工计算速度的同时,还完全支持排刀式机床结构。用户在配置机床后处理时,只需要使用一个简单的开关,就可设置排刀架上的多个刀具安装位置,同时在模拟仿真时也能进行更准确的干涉碰撞检查。另外EDGECAM 2021版还增强了平面铣削加工策略、增加了精车槽加工刀具引导参数等。 |
| 如欲了解更多 海克斯康产品,欢迎联系400-889-8282 |
